3D Baskıyı Güvenli Bir Şekilde Nasıl Kaldırırsınız?
3D yazdırılmış bir parçayı baskı tablasından çıkarmak, 3D baskı iş akışının son ve en önemli adımlarından biridir. Basit görünse de, yanlış çıkarma işlemi çatlamış parçalar, eğilmiş tabanlar, hasar görmüş yüzey kaplamaları veya hatta baskı tablasının kendisine kalıcı zararlar verebilir.
Bir 3D baskının doğru şekilde çıkarılması, baskı teknolojisine, malzemeye ve baskı sürecinde kullanılan yapışma mekanizmasına bağlıdır. Bu makale, profesyonel 3D baskı mühendisliği uygulamalarına dayanarak bir 3D baskının nasıl güvenli ve verimli bir şekilde çıkarılacağını açıklar.
1. Neden 3D Baskı Çıkarma Yöntemleri Baskı Teknolojisine Bağlıdır
Farklı 3D baskı teknolojileri, baskı sırasında parçaları oluşturmak ve tutmak için temelde farklı fiziksel prensiplere dayanır. Bu prensipler, basılan parçanın baskı tablasına nasıl yapıştığını ve sonrasında nasıl çıkarılması gerektiğini doğrudan etkiler.
En yaygın 3D baskı teknolojilerinden bazıları şunlardır:
-
FDM (Eriyik Biriktirme Modelleme) 3D Baskı
PLA, PETG ve ABS gibi termoplastik filamentler kullanır. Yapışma esas olarak ısı ve yüzey teması ile sağlanır. -
WaxJet 3D Baskı
Metal baskı tablasına dökülen erimiş mum kullanır. Yapışma hızlı soğuma ve katılaşmaya dayanır. -
DLP (Dijital Işık İşleme) 3D Baskı
Projeksiyon ışığı ile kürlenen sıvı fotopolimer reçine kullanır ve baskı tablasına güçlü mekanik yapışma oluşturur.
Her teknoloji farklı bir yapışma mekanizması kullandığından, 3D baskı parçasını çıkarmak için evrensel bir yöntem yoktur. Yanlış çıkarma tekniği kullanmak, baskının son aşamasında kolayca hasara yol açabilir.
2. FDM Yazıcıdan 3D Baskı Nasıl Çıkarılır (PLA, PETG, ABS)
FDM Baskıda Baskı Tablası Yapışmasının Anlaşılması
FDM 3D baskıda, ilk katman yapışmasını artırmak ve eğilmeyi önlemek için baskı tablası kasıtlı olarak ısıtılır. Tipik baskı tablası sıcaklıkları şunlardır:
- PLA: 50–60°C
- PETG: 70–85°C
- ABS: 90–110°C
Bu sıcaklıklarda, erimiş filament hafifçe yumuşar ve PEI levhalar veya cam gibi baskı yüzeyine etkili şekilde bağlanır. Bu, baskı sırasında güçlü yapışma oluşturur ancak bu yapışma sıcaklığa çok bağlıdır.
Adım Adım: FDM 3D Baskıyı Güvenli Şekilde Çıkarma
Baskı tamamlandıktan sonra en önemli adım sabırdır.
-
Baskı tablasının tamamen soğumasını bekleyin
Tabla oda sıcaklığına soğudukça, filament ve baskı yüzeyi farklı oranlarda büzülür ve yapışma doğal olarak azalır. -
Doğal ayrılmayı kontrol edin
Çoğu durumda, özellikle PLA ile, baskı kendi kendine gevşer veya ayrılır. -
Gerekirse nazikçe kuvvet uygulayın
Baskı hala yapışık kalıyorsa, elinizle hafifçe kaldırın veya kontrollü basınçla bir kazıyıcı kullanarak bir kenarının altına kaydırın.
Sıcak baskı tablasından parçayı zorla çıkarmaya çalışmayın. Uygun soğuma, genellikle alet kullanımını gereksiz kılar ve hem baskıya hem de yazıcıya zarar gelmesini önler.
3. Mumdan 3D Baskı Kalıpları Nasıl Çıkarılır (Takı Mumu Baskısı)
Mum Baskılarının Farklı Bir Çıkarma Yöntemi Gerektirmesinin Nedeni
Mum 3D baskı, genellikle takı ve yatırım döküm uygulamalarında kullanılır. Mum malzemelerin erime noktası yaklaşık 50°C civarındadır ve bu, standart FDM termoplastiklerden çok daha düşüktür.
Bu düşük erime sıcaklığı nedeniyle, mum yazıcılar genellikle metal baskı tablasını ısıtmaz. Erimiş mum, daha soğuk platformla temas ettiğinde hızla katılaşır, boyutsal doğruluğu sağlar ve kontrollü çıkarma imkanı verir.
Yöntem 1: Nazik Isıtma (En Yaygın)
Bu, mumdan 3D baskı kalıplarını çıkarmak için en güvenilir ve yaygın kullanılan yöntemdir:
- Baskı tablasını ve tamamlanmış mum modelini yazıcıdan çıkarın
- Tablayı bir ısıtma tablasına veya sıcak bir yüzeye yerleştirin
- Mumun tabandaki kısmı yumuşamaya başlayana kadar hafif ısı uygulayın
- Mum modelini platformdan minimum kuvvetle kaldırın
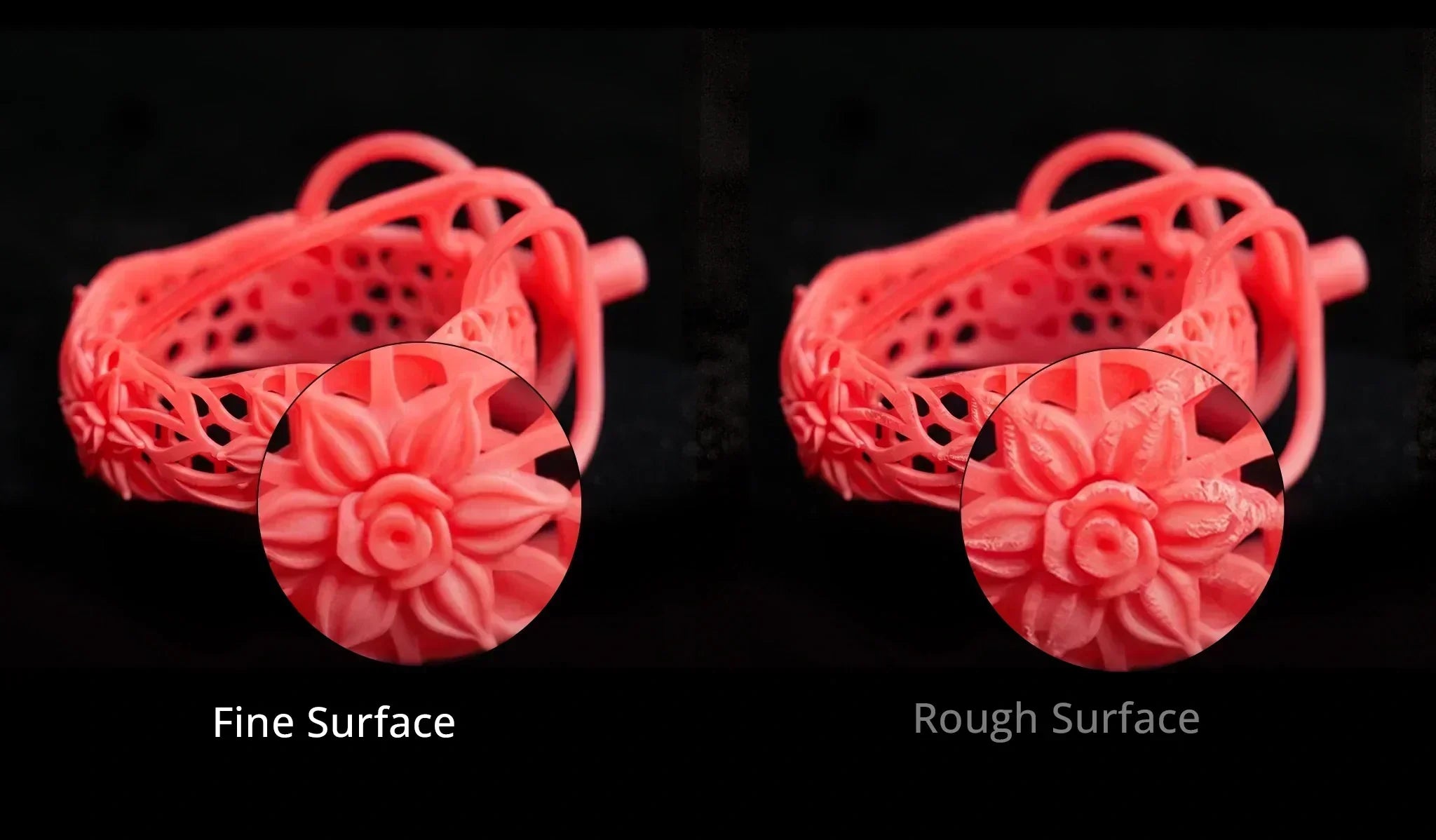
Bu yöntem, ince takı detaylarını korur ve hassas mum yapılarının zarar görme riskini en aza indirir.
Yöntem 2: Soğutma Temelli Ayırma (Daha Az Yaygın)
Alternatif bir yaklaşım termal büzülmeyi kullanır:
- Baskı tablasını buz veya soğuk bir yüzeye koyun
- Mum, metal tabladan daha hızlı büzülür
- Mum kalıp doğal olarak ayrılır
Bu yöntemle aşırı soğutma mum modellerinin çatlamasına veya kırılgan hale gelmesine neden olabileceği için dikkatli olunmalıdır.
4. DLP Reçine 3D Baskıyı Baskı Tablasından Nasıl Çıkarılır
DLP Baskıda Reçine Yapışma Özellikleri
DLP 3D baskı, projeksiyon ışığı ile kürlenen sıvı fotopolimer reçine kullanır. Baskı stabilitesini sağlamak için, kürlenmiş reçine baskı tablasına çok güçlü yapışır ve çıkarma işlemi mekanik olarak daha zordur.
DLP Reçine Baskıları Çıkarmak İçin Doğru Yöntem
- Baskı tamamlandıktan sonra baskı tablasını yazıcıdan çıkarın
- Özel bir reçine kazıyıcı veya spatula kullanın
- Kazıyıcıyı baskının tabanının altına düşük açıyla yerleştirin
- Baskı ayrılana kadar sabit ve eşit basınç uygulayın
Reçine baskılarla çalışırken her zaman eldiven takın ve kırılgan reçine parçalarını çatlatabilecek ani kaldırma hareketlerinden kaçının.
Sonuç: 3D Baskınızı Doğru Çıkarma Yöntemiyle Çıkarın
Peki, bir 3D baskıyı doğru şekilde nasıl çıkarırsınız? Cevap tamamen kullanılan baskı teknolojisi ve malzemeye bağlıdır.
- FDM baskılar, baskı tablası soğuduktan sonra çıkarılmalıdır
- Mum baskılar kontrollü ısıtma veya dikkatli soğutma ile en iyi şekilde çıkarılır
- DLP reçine baskılar sabit kazıyıcı kullanılarak çıkarılmalıdır
Baskı tablası yapışmasının mühendislik prensiplerini anlayarak, hem basılı parçalarınızı hem de ekipmanınızı koruyarak 3D baskılarınızı güvenle çıkarabilirsiniz.