ロストワックス鋳造:古代の技術から現代のジュエリーアートへ
ロストワックス鋳造:文明の記憶の金属言語
ジュエリーの世界には、古代と現代の両方にまたがる技術があります。それは単に物を作るだけでなく、意味を創り出します。これがロストワックス鋳造です。
もしジュエリーが表現の一形態であるなら、ロストワックス鋳造はその表現の背後にある言語です。想像力、信念、記憶、アイデンティティ、感情を金属の形に固め、身に着け、宝物として受け継ぐことを可能にします。
ロストワックス鋳造は特定の文明によって「発明」されたわけではありません。むしろ、異なる文化でほぼ同時に現れました。考古学によれば、紀元前4550~4450年頃のブルガリアのヴァルナ墓地で発見された金の装飾品はすでにこの方法で作られており、洗練された模様と成熟した技術が見られます。同時期に、インダス文明のメヘルガル遺跡でも同じ技術で作られた銅の護符が紀元前4000年頃のものとして発見されています。
これが私たちに示す深い意味はこうです:
人類が体系的な金属加工を習得する前に、すでに蝋を形作り、火で変化させ、金属がそれを記憶できることを理解していたのです。
その瞬間から、人類は生命と思考を永続的な形で保存する能力を得ました。

古代エジプトでは、金は太陽神ラーの血と信じられ、魂、永遠、来世に結びつく神聖な意味を持っていました。ロストワックス鋳造は胸飾り、指輪、護符の製作に広く用いられました。これらの作品は単なる富の象徴ではなく、魂の来世への旅の鍵でした。エジプトの職人は象徴的な純粋さと永遠の意味を完璧な対称性よりも重視し、ジュエリーに強い儀式性と神聖な存在感を与えました。
この技術がインドや東南アジアに広がると、新たな美学が発展しました—流れる神性の表現です。チョーラ朝(9~13世紀)では、職人たちは蝋で神々を彫刻し、動き、感情、精神エネルギーを捉え、それを青銅で鋳造しました。
有名なナタラージャ(宇宙の踊り子シヴァ)はその最良の例です:
力に満ちた身体、
リズムに満ちたジェスチャー、
穏やかな顔と超越的な表情。
ここで金属はもはや冷たくなく、生きているのです。
ヨーロッパでは、この方法はギリシャ・ローマの肖像彫刻や儀式用具に広く使われましたが、ルネサンス期に新たな芸術的高みへと達しました。レオナルド・ダ・ヴィンチはノートに鋳造技術を分析し、ミケランジェロはロストワックス鋳造で青銅彫刻を制作しました。彼らにとって金属は単なる素材ではなく、思考、力、人間の存在を運ぶものでした。先史文明や宗教美術から王権、ルネサンスの芸術精神の再生に至るまで、ロストワックス鋳造は常に一つの普遍的なテーマを表現しています:
人類は消えゆくものを用いて永遠を形作る。
最も脆い蝋から、最も強い記憶を創り出すのです。
伝統的なロストワックス鋳造の工程
ロストワックス鋳造は古代から続く金属加工技術で、今日でもジュエリー製作、彫刻、精密金属部品に広く使われています。基本的な考えはシンプルながら深遠です:まず蝋でモデルを彫刻し、耐熱性の材料で包みます。加熱すると蝋が溶け出し、中空の型ができ、そこに溶融金属を流し込みます。以下は伝統的な工程の全体像です:
1. 蝋モデルの作成
まず原型を蝋で彫刻します。柔らかい蝋は形作りやすく、細部の修正も容易です。
- 道具:彫刻ナイフ、細かいスクレーパー、加熱工具
- 工程:職人は設計図に従い蝋の塊を彫刻し、徐々に細部を仕上げます。
複雑な作品では、個別の蝋パーツを別々に作り、後で組み立てることもあります。
2. 蝋モデルの仕上げ
基本形ができたら、蝋モデルを検査し完璧に仕上げます。
- 凸凹を滑らかにする。
- 欠陥を追加の蝋で修復する。
- 接合部を補強し、後の工程での安定性を確保する。
ここでの精度が最終的なジュエリーの品質に直結します。
3. インベストメントモールド作成
完成した蝋モデルを鋳造用に型で包みます。
- 材料:石膏、シリカ、石英、その他耐火性化合物
- 工程:蝋モデルを液状のインベストメント材に何度も浸し、層を重ねていきます。
各層が乾燥したら次の層を塗り、型を強固にします。
この工程で金属の最終形状を決める外部構造が形成されます。
4. 蝋の除去(「ロストワックス」)
型が完全に硬化したら炉で加熱します。
- 蝋が溶けて完全に流れ出し、型の内部に空洞ができます。
- 一般的な焼き出し温度は700℃~800℃で、型の大きさや材料によって異なります。
ここが「ロストワックス鋳造」の名前の由来で、蝋は失われますが形は残ります。
5. 金属の鋳込み
蝋がなくなった空洞に溶融金属を流し込みます。
- 一般的な金属:金、プラチナ、銀、青銅、銅
- 金属は1100℃以上に加熱され、型に注がれたり真空鋳造されたりして完全に充填されます。
かつての蝋モデルの曲線や細部が金属に正確に転写されます。
6. 冷却
型を冷やし、溶融金属を固めます。
- 冷却には数時間かかることがあります。
- 作品によっては空気中や制御環境下で冷却されます。
7. 型の破壊
冷却後、型を慎重に壊します。
- インベストメント材を砕いて鋳造された金属作品を露出させます。
- 細部を損なわないよう注意が必要です。
8. 仕上げ
鋳造直後の作品は表面が粗かったり湯口跡が残っています。仕上げで最終形に整えます。
- 工程:やすり掛け、研磨、ポリッシング、サンドブラスト、手仕上げ
- 宝石のセット、彫刻、表面テクスチャリングなどの追加工程もあります。
9. 品質検査
最後に完成品は詳細な品質検査を受けます。
- 表面仕上げ、寸法、構造の完全性、全体の技術を職人が検査します。
- 完璧な作品のみが最終段階へ進みます。
実際、多くの人が興味を持つのは古代のロストワックス鋳造と現代の同じ工程の最大の違いは何か?この記事が説明します:最大の変化は3Dプリントされた蝋モデルの使用であり、これにより精度、効率、生産の一貫性が大幅に向上しました。
現代の革命:3Dプリントの導入
伝統的なロストワックス鋳造は何千年も進化し、ジュエリーや彫刻に不可欠ですが、現代技術は新たな可能性をもたらしました。3Dプリントの普及により、ジュエリーデザインと鋳造のワークフローが変革され、従来の手彫り蝋モデルよりも効率的で細部まで精密、かつ創造の自由度が格段に高まりました。
3Dプリント:精密さと複雑な形状の実現
3Dプリントはデジタル設計を層ごとに積み上げて物理的な形にします。ロストワックス鋳造では、3Dプリントが手彫り蝋モデルの代わりに広く使われ、デジタル設計ファイルから直接非常に詳細で複雑な蝋形状を作り出します。
これにより以下の重要な利点が得られます:
高精度
従来の手彫りとは異なり、3Dプリントは極めて細かい解像度を提供します。最小かつ複雑なデザインの細部も正確に再現可能です。ジュエリーデザイナーにとって、最も繊細で想像力豊かなアイデアをそのまま具現化できます。

複雑な形状の自由な創造
3Dプリントは、手作業ではほぼ不可能または非常に時間がかかる幾何学的形状や構造的細部を容易に実現します。微細な模様や複雑な透かし構造も難なく処理します。
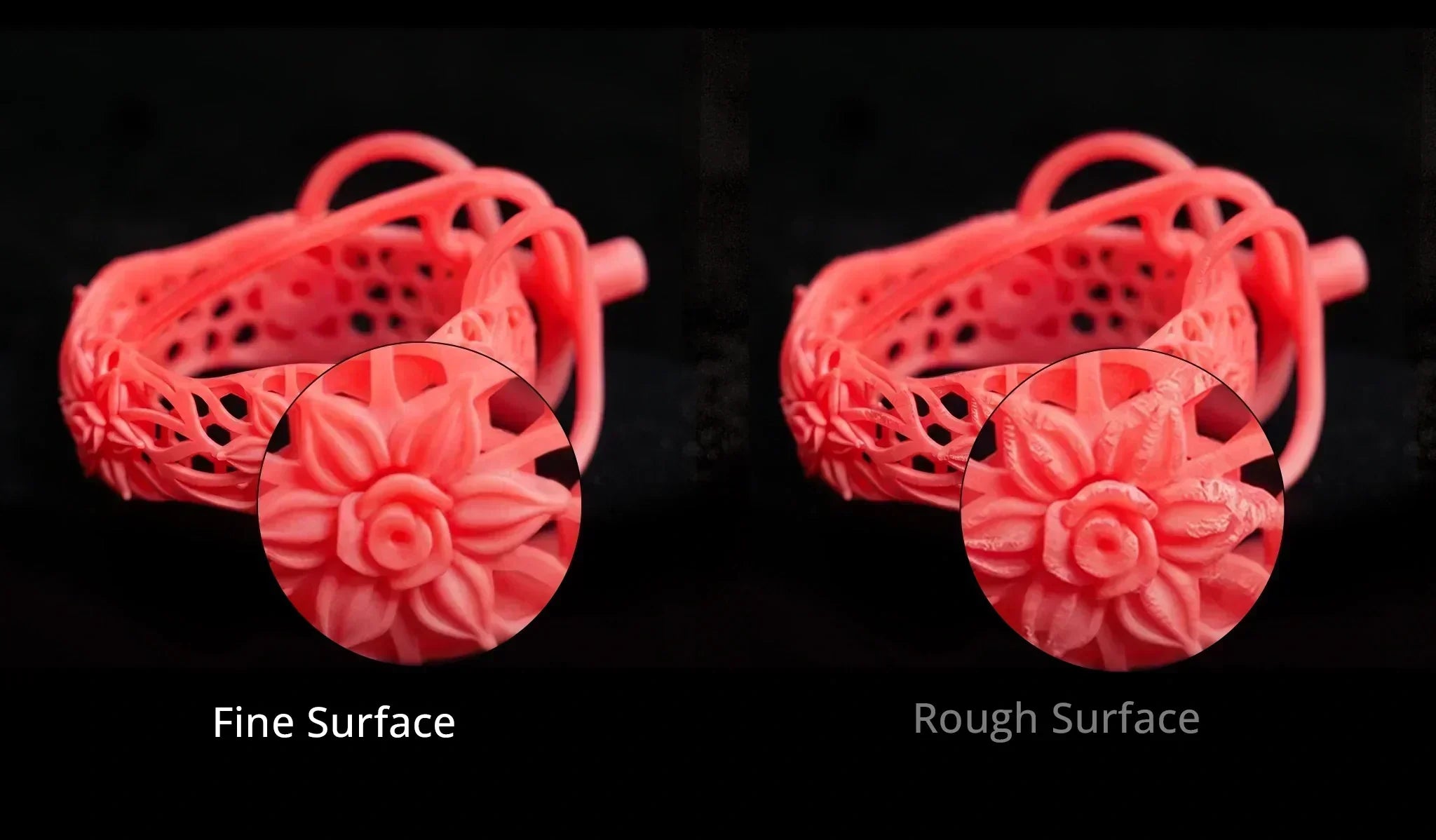
優れた表面品質
3Dプリントされた蝋モデルの表面は従来の手彫りより滑らかです。これにより鋳造後の研磨や仕上げの手間が減り、最終作品の仕上がりがより洗練されます。

迅速で効率的、かつ量産に適している
従来の手彫り蝋モデルと比べ、3Dプリントは速く効率的で、生産プロセス全体を簡素化します。蝋モデル作成時間を大幅に短縮し、設計検証段階での迅速な試作を可能にします。
迅速な生産:
伝統的なロストワックス鋳造では、詳細な蝋モデルの彫刻に数日から数週間かかることがあります。3Dプリントでは、デザイナーはデジタルモデルをプリンターにアップロードするだけで、数時間から数日で蝋モデルが作成され、効率が大幅に向上します。
量産製造:
3Dプリントのもう一つの大きな利点は量産能力の高さです。製造者は短時間で複数の同一または異なる蝋モデルを迅速に作成できます。大量生産、カスタムジュエリー注文、市場需要の変化への迅速対応に特に有利です。

人的ミスの軽減:
3Dプリントは正確なデジタルモデルに基づくため、手彫りで起こりうるばらつきやミスを減らします。各蝋モデルは均一な寸法と細部を保ち、最終的な鋳造金属作品の一貫性と精度を保証します。
シームレスなワークフロー:デザインから完成品まで
3Dプリントは単なる伝統的な蝋彫刻の代替ではなく、デザイナーと製造プロセスの関わり方を変えます。
デザイナーはCAD(コンピューター支援設計)ソフトを使い、ジュエリーデザインをデジタルで作成、修正、洗練できます。
これらのデジタルモデルは3Dプリントに直接使用でき、必要に応じて迅速に再印刷も可能です。
これによりデザイナーは鋳造前に試作、反復、完成度向上が可能になります。
このワークフローにより、デザインプロセスは:
- より柔軟に
- より創造的に
- そして大幅にコストと時間効率が向上します
デザイナーは新コレクションをより速く発表し、自由に実験し、顧客のフィードバックや市場動向に迅速に対応できます。
ケーススタディ:3Dプリント蝋モデルから完成リングまで
3Dプリントとロストワックス鋳造がどのように連携するか理解するために、カスタム手作りリングを例にとります。デザイナーはまずCADソフトでリングの3Dモデルを作成し、3Dプリンターで高精度の蝋モデルを印刷します。この蝋モデルはロストワックス鋳造工程に入り、インベストメント材で包まれ、蝋が溶け出し、溶融金属が注入され、最後に研磨や仕上げで完成します。
最終的に、美しく仕上げられたジュエリーリングがデジタルデザインから物理的な作品へと変わります。この全工程の詳細なステップバイステップ解説は別の記事で提供しています—蝋モデルの取り扱い、湯口設計、金属注入、研磨、石留めなどを含みます。
全ワークフローを詳しく知りたい方は、こちらのケーススタディをご覧ください(https://enterprise.flashforge.com/blogs/blog-1/how-are-rings-made-from-3d-models-by-wax-3d-printer)。

3Dプリントがロストワックス鋳造にもたらす大きな利点
1. 高精度:手技に頼らないミクロンレベルの細部
現代の3Dプリント技術、特にジュエリー用蝋モデル向けのDLP/SLAプリンターは25~50μmの解像度を実現します。MJP技術はわずか15μmの層厚で、2900×2900×1700 DPIの高精細精度を誇ります。
これにより、印刷された蝋モデルは極めて細かい表面テクスチャー、繊細な模様、透かし構造、密に配置された細部を鮮明かつシャープに表現できます。どんなに複雑なデザインでも正確かつ一貫して再現可能です。デザインはもはや彫刻者の手技に制限されず、純粋な芸術表現へと戻ります。
2. 創造の自由:形状の制限を打破し、想像力が無限に
伝統的な蝋彫刻は以下のような構造では非常に困難またはほぼ不可能です:
- 交錯する3D透かし
- 多層重なりのテクスチャ
- 非常に薄く均一な構造要素
- 自然で流れる有機的形状
3Dデザイン+3Dプリントならこれらのデザインを容易に実現できます。これによりデザイナーは製造制約に合わせてアイデアを変える必要がなくなり、創造性が工芸の進化を牽引します。
3. 生産速度の向上:数日から数時間へ
現代の3Dプリンターは非常に効率的です。例えばFlashforgeのWJ530は15μm層厚で5.5mm/時の速度で蝋モデルを印刷し、月間最大12kgの蝋モデルを生産可能です。
従来の手彫り蝋モデルが3~7日かかるのに対し、3Dプリントは通常:
- CADモデル設計に数時間
- 印刷に数時間
で済みます。この利点は多品種または量産で特に顕著で、多数の蝋モデルを同時に印刷でき、納期短縮と手作業のばらつき削減に寄与します。
4. 再現性:生産全体での品質一貫性と標準化
手彫り蝋モデルは常に微妙な違いがありますが、3Dプリントは:
- 同一デザインの各作品で均一な比率、細部、質感を保証
- 一貫した製品シリーズやコレクションの開発を容易に
- デザインファイルは保存、再利用、いつでも再現可能
これにより生産効率が向上するだけでなく、ブランドアイデンティティの強化と顧客信頼の構築にもつながります。
5. リスク低減と試行錯誤コスト削減:簡単なデザインレビューと調整
デザイン変更はもはや「最初からやり直す」必要はありません。単にCADでモデルを調整し
→ 蝋モデルを再印刷し
→ 工程を続行します。
これは特にカスタムジュエリーで価値があります:
顧客は初期試作品を確認し→変更を依頼し→承認し→鋳造へ進みます。
これによりコミュニケーション効率と顧客満足度が大幅に向上します。