ジュエリーエレクトロフォーミング:3Dプリントモデルから金属の傑作へ
エレクトロフォームジュエリーとは何ですか? エレクトロフォーミングは、電気めっきとも呼ばれ、電気化学反応を利用して導電性または非導電性の物体の表面に薄い金属層を堆積させるプロセスです。ジュエリー製造において、この技術は作品の見た目と耐久性を向上させる重要な役割を果たします。密度の高い光沢のある金属層を形成することで、エレクトロフォームはジュエリーに洗練された豪華な外観を与えるだけでなく、耐摩耗性や酸化防止効果も高めます。
現代のジュエリー生産では、電気めっきが広く応用されています。例えば、銀製品の金めっき、銅製品のニッケルめっき、または3Dプリントされたワックスや樹脂モデルからの金属構造のエレクトロフォームなどです。3Dプリント技術と組み合わせることで、エレクトロフォームはデザイナーに複雑な形状を迅速かつ正確に製作する手段を提供し、ジュエリー製作プロセスにおける創造的自由度と製造効率を大幅に向上させます。

3Dプリントエレクトロフォームジュエリーの原理
3Dプリントエレクトロフォームプロセスは、高精度の3Dプリント技術と伝統的な電気めっきおよびエレクトロフォーム技術を組み合わせたものです。基本的な考え方は、まずMJP(マルチジェットプリンティング)やDLP(デジタルライトプロセッシング)技術を用いて詳細な樹脂またはワックスモデルを作成することです。次に、モデルの表面に導電性コーティングを施し、電気的に活性化させます。電気化学反応を通じて、金属イオンが層ごとに徐々に表面に堆積し、滑らかで密度の高い金属シェルを形成します。
複数のめっきおよび仕上げ工程を経て、軽量でありながら非常に詳細な金属ジュエリーが完成します。このプロセスでは、3Dプリントモデルが「マスターモールド」として最終形状と細部を定義し、金属コーティングが強度、光沢、本物の金属感を提供します。エレクトロフォームの応用では、金属層形成後に内部モデルを除去でき、軽量でありながら質感と精度に優れた中空の金属構造が残ります。
MJPとDLP:3Dプリントジュエリーモデルの技術
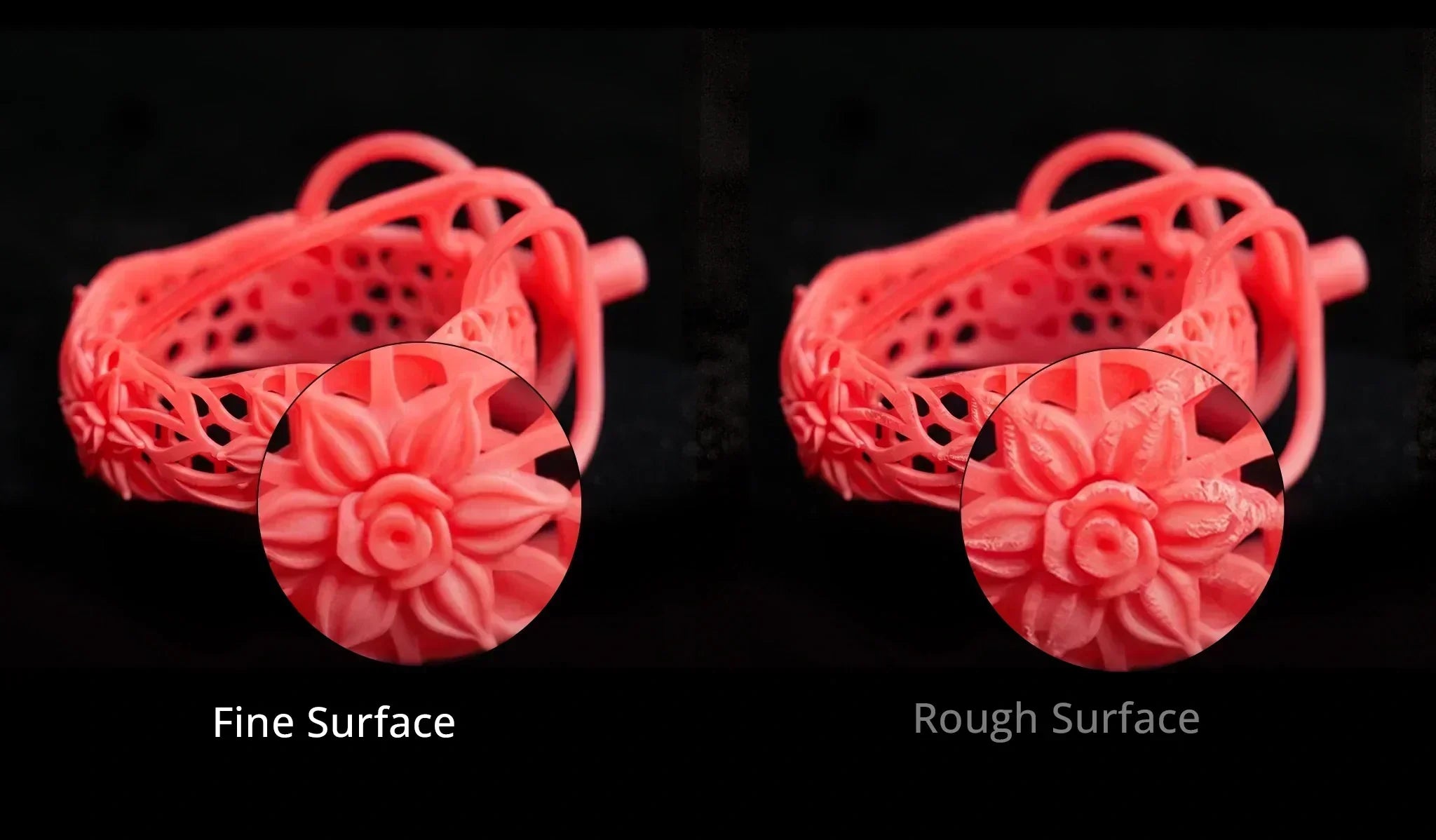
プリントモデルの精度と表面品質は、エレクトロフォームプロセスの成功を直接左右します。ジュエリーモデリングに最もよく使われる技術はMJP(マルチジェットプリンティング)とDLP(デジタルライトプロセッシング)で、それぞれ独自の利点があります。
MJP技術は、極めて滑らかな表面と最小限の層ラインを実現し、高級ジュエリーモデルのシームレスな仕上げに最適です。ワックスベースの材料は後処理時にきれいに溶け、残留物が残らないため、完璧な金属鋳造やエレクトロフォーム作品の製造に大きな利点があります。
一方、DLP技術は鋭いディテール解像度と優れたエッジ定義で知られています。複雑なテクスチャー、微細なパターン、中空構造を正確に再現できるため、カスタムや芸術的なジュエリーデザインに最適です。DLPの光硬化性樹脂は強度があり、後処理も容易で、導電性コーティング前の表面調整がより制御しやすいです。
要するに、MJPは滑らかで磨かれたデザインや鋳造・エレクトロフォームのような金属複製プロセスに適しており、DLPは複雑で詳細かつ芸術的な作品に向いています。デザイナーはスタイル、構造的要件、生産目標に応じて適切な印刷方法を選択し、最良の電気めっき結果を得ることができます。

3Dプリントエレクトロフォームジュエリーの全工程
ステップ1:デジタルモデリング
プロセスはデジタルジュエリーデザインから始まります。創造的な美学だけでなく、構造的な製造可能性も考慮する必要があります。デザイナーは、エレクトロフォーム中の変形や不均一な金属堆積を防ぐために、最低0.3mmの壁厚を維持すべきです。中空または密閉構造の場合は、後の型取り除去を助けるためにワックスや空気抜き穴を設ける必要があります。鋭角や死角は最小限に抑え、滑らかで均一な金属被覆を確保します。
モデリング後、ファイルはSTL形式でエクスポートされ、穴、重複面、反転法線などのメッシュエラーがチェックされます。このステップの精度と正確さは、印刷の成功とめっき品質に直接影響します。
ステップ2:モデルの3Dプリント
デザインが確定したら、モデルをプリントします:
- MJP(マルチジェットプリンティング):
16〜32ミクロンの層厚で滑らかなワックスベースモデルを生成します。これらのモデルは後処理が最小限で済み、そのまま電気めっきに進めます。
- DLP(デジタルライトプロセッシング):
彫刻やフィリグリーのような複雑な構造に高解像度のディテールを提供します。通常の層厚は25〜50ミクロンです。DLPモデルはコーティング前に軽い表面仕上げが必要な場合があります。
プリント後、サポート材を除去し、強度と安定性のために後硬化処理を行います。MJPモデルはサポートワックスを加熱除去し、DLPモデルはアルコール洗浄とUV硬化を行います。モデルは清潔で滑らか、残留物がないことが導電層の強い接着を保証します。
ステップ3:導電性表面コーティング
ワックスや樹脂は非導電性のため、電気めっき前に導電性コーティングを施す必要があります。このコーティングの品質が金属の均一な堆積と最終的な質感のリアリティを決定します。
一般的な導電材料には以下があります:
- グラファイト塗料 – コスト効果が高く、安定した導電性を持ち、銅やニッケルめっきに適しています。
- 銀系塗料 – 優れた導電性と滑らかな仕上がりで、高級な金や精密ジュエリーに理想的です。
- 銅系塗料 – 強い接着性とコストパフォーマンスに優れ、中間層に一般的に使用されます。
スプレー前にモデルは完全に清掃・乾燥し、ほこりや油分を除去します。コーティングは細かい層を複数回に分けて均一に塗布し、細部を隠さないようにします。最終的な表面抵抗は通常5〜50Ωの範囲で、マルチメーターで確認し、一貫した電気伝導性を確保します。
ステップ4:電気めっき/エレクトロフォーム
これは全工程の核心部分です。導電性モデルはめっき治具に取り付けられ、電源の負極(カソード)に接続され、金属イオンを含む電解液に浸されます。電流が流れると、金属イオンが表面に堆積し、固く光沢のある金属シェルを形成します。
標準的な電気めっきの順序は以下の通りです:
銅層(接着基盤)→ ニッケル層(強化)→ 銀または金層(装飾仕上げ)
各層は特定の役割を持ちます。銅は強い接着を保証し、ニッケルは硬度と耐久性を高め、金や銀は最終的な美しい光沢を加えます。電流密度、電圧、温度、時間を慎重に調整することで、金属層の厚さと滑らかさを正確に制御できます。
装飾用の電気めっきの厚さは通常5〜20µmですが、エレクトロフォーム構造は独立した自立型の金属シェルを作るために300〜500µmが必要です。所望の厚さに達したら、モデルは洗浄され、型取り除去や後処理の準備がされます。

ステップ5:型取り除去(エレクトロフォームのみ)
エレクトロフォームでは、3Dプリントモデルは一時的なコアとしてのみ機能し、金属シェル形成後に完全に除去されなければなりません。
- ワックスモデルは70〜90°Cで溶かして排出します。
- 可溶性樹脂モデルはアセトンやアルカリ溶液などの溶剤で溶解します。
- 光硬化性樹脂は機械的に剥がすか、特殊な薬品で溶解します。
この繊細な工程は、薄い金属シェルの変形や損傷を避けるために慎重に行う必要があります。完了すると、軽量で中空ながら強度があり、元のデザインの精巧なディテールを保持した金属構造が残ります。
ステップ6:仕上げと研磨
金属形成後、ジュエリー品質を達成するためにいくつかの仕上げ工程が行われます:
- 機械研磨で表面を滑らかにし、不完全な部分を除去。
- 電解研磨で鏡面のような光沢を強化。
- 貴金属コーティング(金、銀、ロジウム)で色調と酸化防止を追加。
- 組み立てと宝石のセッティングで石やチェーンなどの装飾部品を統合。
- 保護コーティングで表面を封じ、長期間の輝きを維持。
この段階は職人技と芸術性が融合し、作品の最終的な視覚的および触覚的品質を決定します。
ステップ7:品質検査
最後に、各エレクトロフォームジュエリーは耐久性と美しさを確保するために徹底的な検査を受けます。XRF分析で金属層の厚さをチェックし、接着試験で結合強度を確認し、硬度・耐摩耗試験で日常使用時の耐久性を評価します。目視検査(手動および光学的)でひび割れ、気孔、気泡がないことを確認します。これらの検査に合格した後、ジュエリーは包装・出荷され、デジタルモデルから輝く金属の傑作へと変貌を遂げます。