エナメルの紹介とWaxJet 3Dプリンターで製作されたエナメル工芸の事例研究
1.エナメルの紹介
エナメルは「七宝焼」とも呼ばれ、主に石英、長石、ホウ砂、フッ化物で構成されています。溶融エナメル粉末は金、銀、銅などの金属基板に塗布され、高温で焼成されて豊かな色彩を実現します。広東では「焼青」、北京では「焼藍」、日本では「七宝」と呼ばれています。
エナメルは幅広い色彩を持ち、宝石のような光沢や質感、そして何世紀にもわたって色を保つ能力で知られています。ジュエリーにますます使用され、高級ジュエリーデザイナーに好まれる素材となっています。エナメルの色と金属の色を大胆に組み合わせることで、ジュエリーデザインに新鮮な視覚的層を生み出します。異なる色や模様の組み合わせが豊かで心地よい色彩の雰囲気を作り出し、そのようなジュエリーは際立ち、個性を際立たせます。
エナメル加工は複雑な工程であり、基材やエナメルの金属表面への塗布方法により、七宝焼、彫り七宝、彩色七宝、透かし七宝など様々な技法に分類されます。
1.1 七宝焼
七宝焼は「景泰ブルー」とも呼ばれる有名な技法です。この工芸の最も有名な作品は明代の景泰年間に由来します。景泰時代に盛んで、技術は非常に成熟していました。使用されるエナメルは主に青色であるため、「景泰ブルー」と呼ばれています。
この技法では、まず金属物体の表面に細く狭い銅線を折り曲げて模様の輪郭を作ります。銅線が細ければ細いほど、デザインは繊細になります。熟練の職人は髪の毛の4分の1以下の細さの銅線を引くことができます。
その後、銅線で囲まれた小さな空間に様々なエナメル材料を充填します。色付きエナメルで満たされた物体は約800℃の炉で焼成されます。粒状の固体である色付きエナメルは焼成中に液体に溶け、冷却後にカラフルなエナメルとして固まります。この時点でエナメルは銅線の高さより低いため、さらにエナメルを重ねて焼成し、通常4~5回繰り返して内部の模様が銅線と同じ高さになるまで充填します。
エナメル材料は炉での繰り返し焼成により自然に溶けて冷却される過程で、各区画の色が徐々に深まります。最後に焼成が完了しエナメルが冷めると、赤い輝きが消えた後に美しい七宝焼が現れます。
1.2 彫り七宝
彫り七宝は、鋳造時に金属物体の表面に直接模様や凹みを鋳造または彫刻する工程を指します。凹んだ部分に複数層のエナメルを塗布し、焼成後に研磨して完成品を作ります。
彫り七宝は金細工師とエナメル職人の密接な協力が必要です。金細工師が金属表面に模様を彫り、模様の深さや幅はエナメル職人の熟練した技術によって決まります。
1.3 彩色七宝
彩色七宝はエナメルを絵の具として使用し、基材に非常に詳細でリアルなデザインを描き、炉で焼成する技法です。銅線のはめ込みや彫刻模様は必要に応じて表面に存在しても存在しなくてもよいです。
1.4 透かし七宝
透かし七宝は19世紀末から20世紀初頭のアールヌーボー期に起源を持ち、透明または半透明の外観でエナメル層を通して光を通し、ステンドグラスのような効果を生み出します。
この技法ではエナメル粉末を金属に直接塗布せず、通常は金で輪郭を作り、くり抜かれた部分にエナメル粉末を塗布します。くり抜かれた部分の底には銅箔や雲母シートが置かれ、焼成後に底の基板が取り除かれます。
繊細な外観にもかかわらず、透かし七宝は宝飾職人や芸術家の高度な技術を示します。金属基板がないため、紙のように薄い壊れやすいエナメルを格子内に保持するために精密な制御が必要です。グラデーションカラーや豊かな層を実現するために綿密な計算と設計が求められます。
この技法の複雑さから、現在透かし七宝を制作できるブランドはごくわずかです。
上記の異なるエナメル技法を通じて、どのタイプのエナメル製作でも複雑な工程が関わっていることが明らかです。伝統的なエナメルジュエリーは完全に手作業で作られており、難易度が高く、豊富な経験に依存し、成功率が低いです。さらに、各ジュエリーは唯一無二で複製できず、エナメルジュエリーは希少で独特なものとなっています。
2.WaxJet 3プリンターで製作されたエナメル工芸のケーススタディ
ここでは、現代のデジタル製造技術であるワックス3Dプリントを用いて製作されたエナメル工芸品を紹介します。WaxJetを使用して銅製のエナメルボウルを作成し、完成品は以下の図に示されています。

2.1 設計されたエナメルボウルモデルの配置
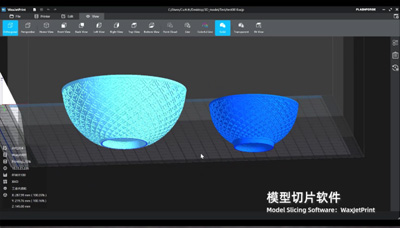
設計されたエナメルボウルモデルをWaxJetPrintを使って希望のサイズ仕様に従って配置しました。モデルを比例的に拡大縮小することで異なるサイズを実現できます。この場合、異なるサイズの2つのエナメルボウルを印刷用に配置しました。印刷されたモデルは一体成形され、模様の凹凸が鮮明で生き生きとしています。
2.2 WaxJet 510 3dプリンターでワックスモデルを印刷
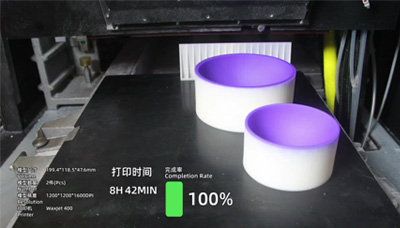
2.3 印刷されたワックスモデルの取り外しと洗浄

印刷されたエナメルボウルのワックスモデルの白い部分はサポート構造であり、全体を溶液に浸すことで溶解・除去され、上記のような必要なワックスモデルが得られます。
この工程は、現代のデジタル設計と3Dプリント技術を用いており、精密な模様設計と量産を可能にし、全体の製造サイクルを3分の2短縮します。次に、伝統的な方法で鋳造を行い、金属のエナメルボウルの原型を得ます。
この場合のエナメルボウルの基材は真鍮で、ライナーには銀がはんだ付けされています。
2.4 鋳型鋳造

2.5 半製品の研磨

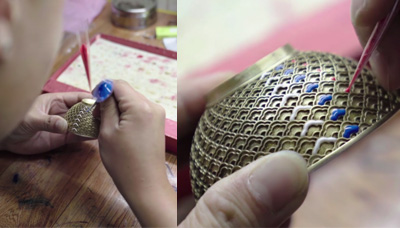
2.6 セグメントごとのエナメル着色

2.7 焼成後の研磨

2.8 完成品

この製造工程では彫り七宝の技法を参考にし、3DプリントとWax 3Dプリンターの助けを借りてワックスモデルを一体成形で作成しました。したがって、デザイナーは主にエナメルモデルの3D設計に集中でき、空間やモデルの複雑さの制約から解放され、より多様で個性的なデザインが可能となります。このケースでは、伝統的な方法の複雑な手順を排除し、製造サイクルを短縮し、伝統的な方法で得られる効果を維持しながらデジタル生産を実現しました。


